常温常压解吸电解系统是专门用于从载金活性炭上解吸金并将金从贵液中电沉积回收的成套设备。它突破传统高温高压解吸工艺的局限,在接近常温(≤60℃)和常压条件下完成解吸—电解全过程,广泛应用于黄金矿山、氰化提金厂、冶炼厂以及载金炭再生处理等场所。
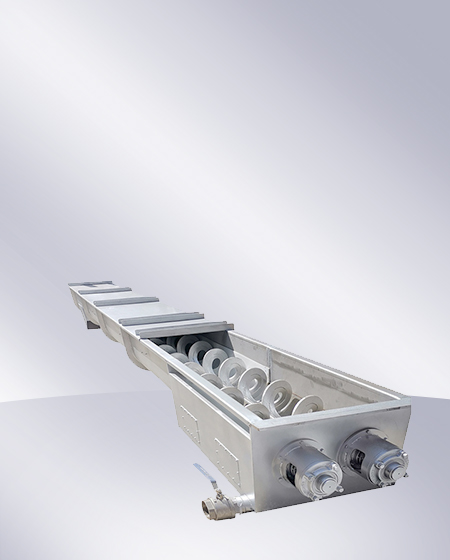
本系统主要由解吸柱(解吸塔)、电解槽、循环加热装置、溶液储槽、循环泵、电控系统及管路阀门等组成。载金炭装入解吸柱,在由氰化物(或无氰解吸剂)和碱配制的解吸液循环作用下,金被快速解吸进入溶液;含金贵液进入电解槽,在外电场作用下,金以金泥形式沉积在阴极上,贫液返回解吸柱循环使用。常温常压工艺无需高压容器、无需锅炉加热,操作安全简单,能耗仅为高温高压工艺的30%-50%,解吸率可达98%以上,电解回收率>99%,是中小型黄金矿山及环保要求高、安全压力大的区域最理想的提金设备。






常温常压解吸电解系统基于化学解吸 + 电化学沉积原理工作,整个过程在常温常压下连续进行,无需加热加压。其核心创新在于采用了高效无氰或低氰解吸药剂,配合特殊的电解槽结构,实现了金的快速解吸和高效沉积。
工作流程分为两个核心阶段:
第一阶段:载金炭常温解吸
载金炭从炭浸槽中取出,经筛分、洗涤后装入解吸柱中。配制好的解吸液(主要成分为氢氧化钠和高效解吸剂)由循环泵打入解吸柱,自上而下缓慢流过载金炭层。在解吸药剂的作用下,吸附在活性炭表面的金氰络合物被置换下来,溶解到溶液中形成贵液(含金溶液)。贵液从解吸柱底部流出,进入贵液槽储存,等待电解。
第二阶段:贵液电解提金
贵液由泵打入电解槽,电解槽内装有阳极板和阴极板。接通直流电源后,发生电化学反应:金氰络离子在阴极板上得到电子,还原成金属金并沉积在阴极表面,形成金泥;阳极则发生氧化反应,释放出氧气。电解后的贫液(含金极低的溶液)从电解槽流出,进入贫液槽,可返回解吸柱循环使用,实现药剂的充分利用。当阴极板上的金泥积累到一定厚度时,取出阴极板,刮下金泥,经熔炼后即可得到纯度 99% 以上的金锭。
安全环保,无需高温高压
完全在常压(0-0.05MPa)和常温或微加热(≤60℃)下运行,无需高压容器、蒸汽锅炉和复杂安全附件。彻底杜绝高压泄漏、爆炸风险,操作人员安全保障高。解吸液可选用无氰环保配方,从源头消除氰化氢逸出危害。
解吸率高,金回收彻底
通过优化解吸液配方(高碱、高氰浓度或专用环保剂)及大流量循环,解吸率可达98%-99.5%,载金炭解吸后金残留量可低于50g/t。电解回收率>99%,电解贫液中金浓度0.5mg/L,总金回收率接近99%以上。
能耗低,运行成本节省
无需加热至150℃以上(传统高压解吸需要),仅需微加热或常温运行,电耗较高压法降低50%-70%。同时无需频繁更换高压密封件、阀门,维修成本低。
结构紧凑,自动化程度高
解吸柱、电解槽、循环泵、储槽集成化设计,占地面积小。配PLC全自动控制系统,实现液位、温度、流量、电流、电压自动调节,并具备故障报警、数据记录功能。可一键启动,无人值守运行。
电解金泥纯度高,便于后续精炼
阴极采用不锈钢棉或碳纤维,金泥致密、易剥离,含金量60%-85%(无其他重金属污染)。金泥酸洗烘干后可直接熔炼成金银合金或送精炼厂,简化后续工序。
适应性强,兼容多种工艺
适用于常规氰化法载金炭的解吸,也适用于无氰提金剂(如硫代硫酸盐、硫脲、环保浸金剂)体系。解吸柱尺寸可根据炭量定制(50kg-10t/批),电解槽亦可模块化组合,满足日处理几公斤至数百公斤黄金的需求。
| Processing Capacity of Gold Loaded Carbon(Kg/Batch) | Operate Pressure( MPa ) | Desoption Temperature(℃) | Power(Kw) | Grade of Lean Carbon(g/t) |
| 150 | 0.2±0.1 | 120±10 | 34.4 | <200 |
| 300 | 0.2±0.1 | 120±10 | 34.4 | <200 |
| 500 | 0.2±0.1 | 120±10 | 66 | <200 |
| 1000 | 0.2±0.1 | 120±10 | 89 | <200 |
| 1500 | 0.2±0.1 | 120±10 | 89 | <200 |
1启动前安全检查:检查设备防护装置;确认传动部件(皮带、链条、齿轮)无异物卡阻,润滑油位正常;清理设备周围杂物,防止滑倒或碰撞。
2运行中安全监控:严禁在设备运行时进行清理、调整或维修作业,必须停机断电后操作;定期巡查设备振动、噪音及温度;避免超负荷运行,防止电机过载或机械部件损坏。
3停机后安全措施:按规程逐步停机,先停止给料,待设备空转排空物料后再断电。关闭水源、气源,清理残留物料,防止堵塞或腐蚀;长期停用时,需对设备进行防锈处理。












 地址:河南省郑州市荥阳市五龙产业集聚区
地址:河南省郑州市荥阳市五龙产业集聚区 热线电话: 19103888726
热线电话: 19103888726



